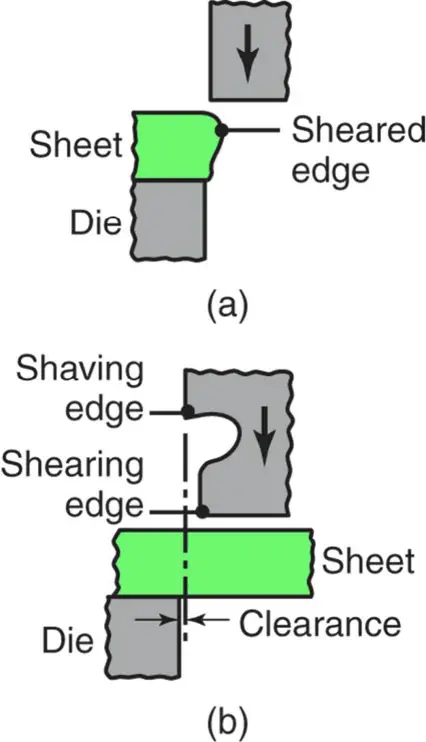
Shaving Operation In Sheet Metal
Sheet Metal Cutting Shearing

Explain Briefly About The Variable That Affect Metal How During Drawing Sheet Metal Tools Metal Tools Roller
Sheet Metal Cutting
Sheet Metal Process Ppt Video Online Download

Pin On Shajid

Drill Jig And Fixtures Drill Jig Drill Jig

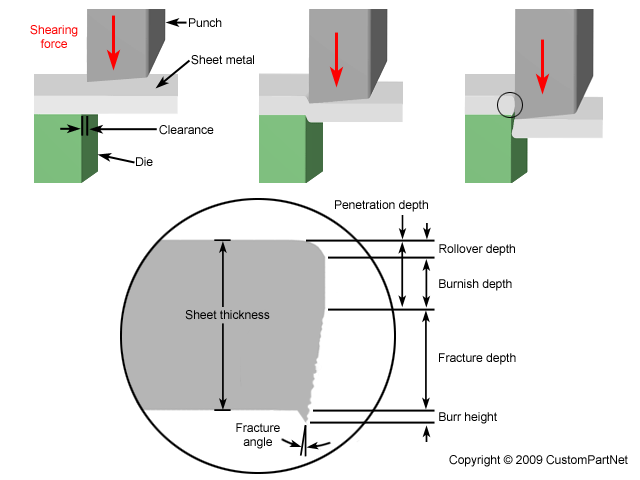
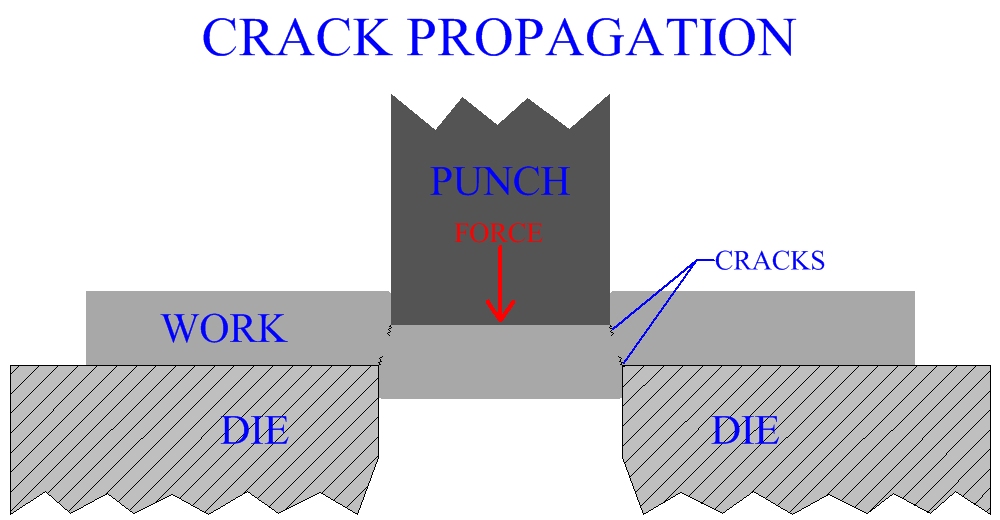
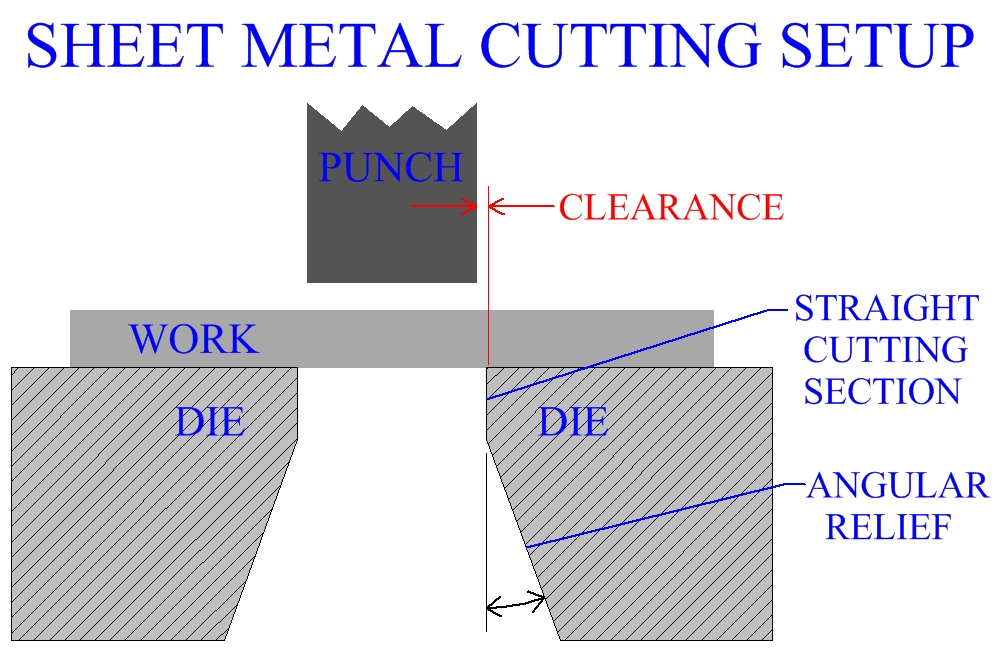
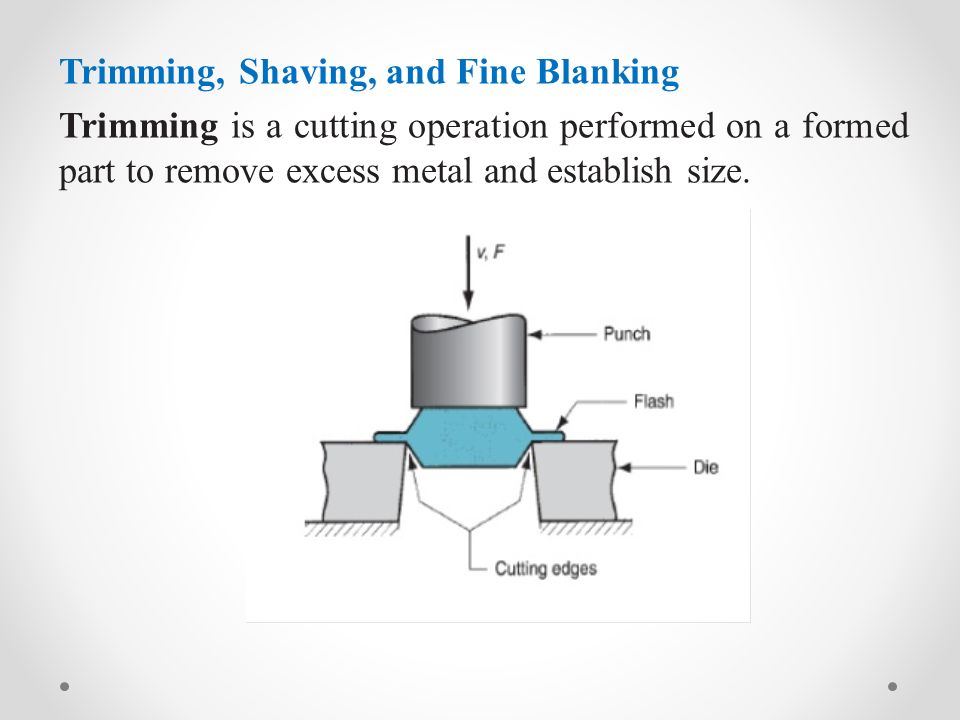
Punching is a process used to cut metal materials into any precise form by the use of punches and dies.
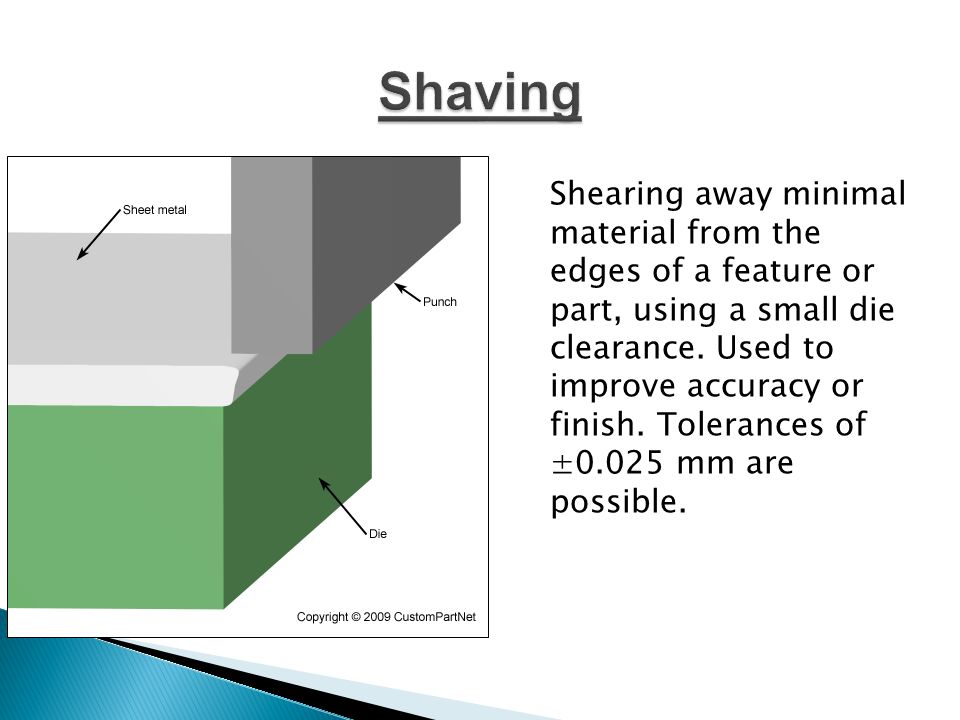
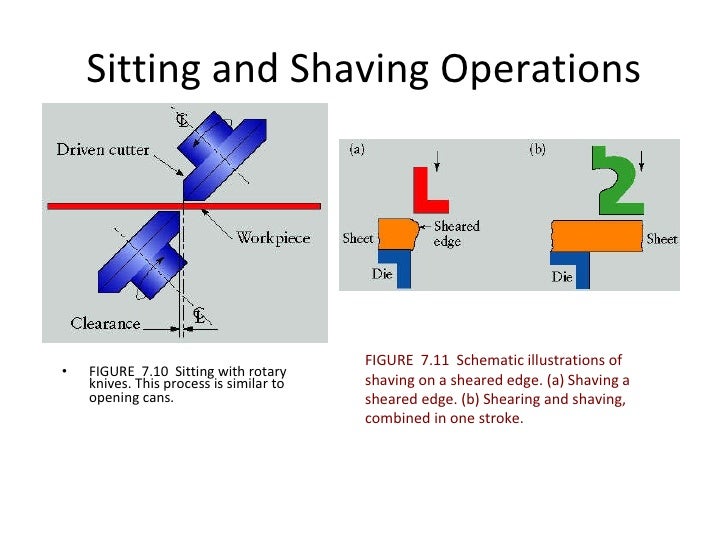
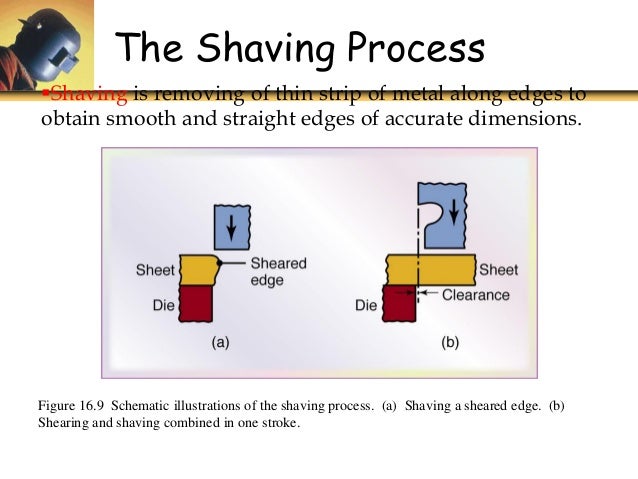
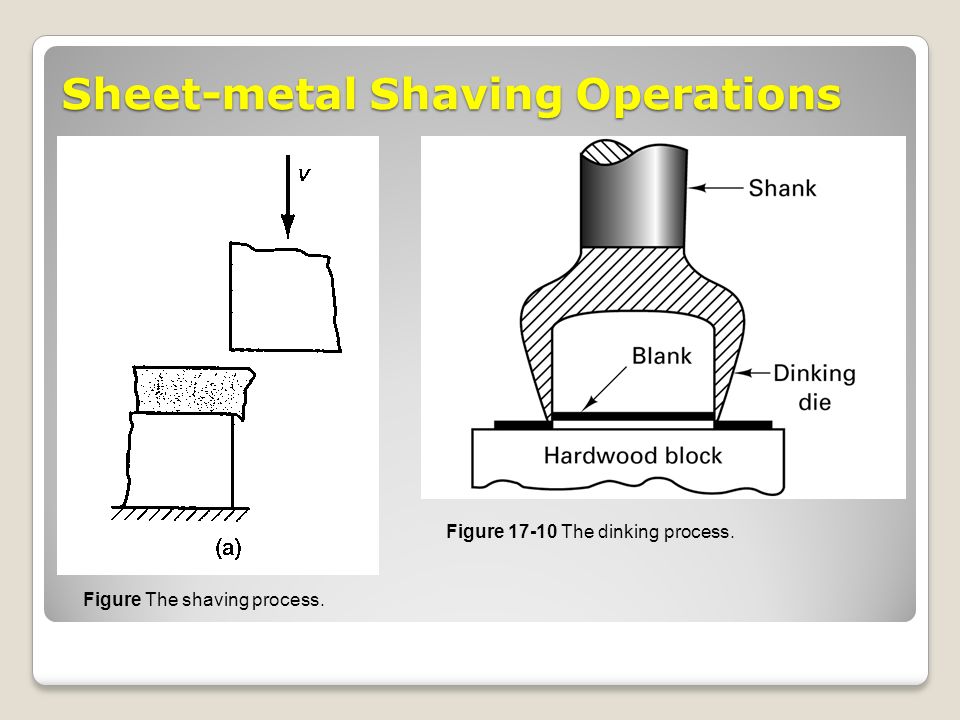
Shaving operation in sheet metal.
Shearing Metal
U4 P4 Sheet Metal Operation

Hydraulic And Mechanical Presses Pressing Hydraulic Mechanic
Https Www Uotechnology Edu Iq Dep Production Branch1 Files Dr 20waleed Pdf
Sheet Metal Forming Enggwave Com

Press Working Operations Or Sheet Metal Operations Blanking Deep Drawing
Shaving Sheet Metal Operation Anuniverse 22 Youtube

Marketing And Distribution Channel For Start Ups Sparket Corporate Gifts Blog Xbox Live Marketing Coding

First Step To Recycle Scrap Tyre Recycling Recycling Machines Scrap

Truck With Container On Highway Cargo Transportation Concept Shaving Effect Highway Cargo Truck Container Trucks Transportation Container Truck

Metal Rolling Rolls Metal Metal Fabrication

Us Val Fshm Mo En Docx Springcm Conditioners Motor Oil Technology
Sheet Metal Cutting Tri State Fabricators

Mountains Coloring Pages Best Coloring Pages For Kids Coloring Pages Mount Everest Everest

Malco Snaplock Punch For Sheet Metal Sheet Metal Hand Tools Sheet Metal Sheet Metal Tools
17 1 Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Forming Is Considered Ppt Video Online Download
Sheet Metal Forming Processes And Equipment Machinemfg

Manufacturing Processes Ppt Download
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctjh05hw9oehimnkp Adbh92o Ss4l351jmutnyfis Usqp Cau

Ortles Winches Poles And Tripods Kong In 2020 Winches Advertising Material Tripod

Mmmmmkay Homeschoolingroomorganization Room Cleaning Tips Clean Bedroom Clean Room
Manufacturing Processes Assoc Prof Dr Kutlay Sever Ppt Download

Gi Steel Sheet In Coil Roll Supplier Width 600 1500mm Wall Thickness 0 135mm 4 0mm Steel Garde Q195 Q235 Q345b Sgcc Steel Sheet Steel Galvanized Steel

Discuss All Sheet Metal Operations With Diagrams
Https Vishalshindeblog Files Wordpress Com 2016 10 Unit 5 Pdf

Judgessheet Jpg 1 246 1 792 Pixels Car Competitions Central States The Unit

First Christmas As Mr And Mrs 1st Year Married Aluminum Ornament 1st Aluminum Christmas Married Ornament Year In 2020 Mit Bildern W A

Gflv 8pcs Cabezales De Afeitar De 5 Capas De Hojas De Afeitar Reemplazo Para Gillette Shaving Razor Shaver Shaving

Philips Norelco Oneblade Vs Microtouch Solo Youtube Philips Wet Shaving See On Tv

Top 10 Best Double Edge Safety Razors In 2020 I Reviews Safety Razor Razor Shaving Razor

Vintage Nos White Rodgers 30e02 1 Thermocouple Pilot Switch 718r Whiterodgers Favorite Things List Switch Pilot

1885 Barber Razor Chalk Board Patent Artwork Poster Zazzle Com In 2020 Barber Razor Barber Patent Art Prints

Beadsmith Metal Hole Punch Pliers For Sheet Metal 1 25mm Hole Punch Pliers Hole Punch Jewelry Tools Diy

Business Process As A Service Bpaas Market Is Likely To Reach A Valuation Of Around Usd 72 25 Billi Logistics Management Marketing Medical Revenue Management

Super King Shaver Barber Jungle In 2020 Barber Shaver Super

Pin On Home Garden

Explore The Ins And Outs Of Swimming Pool Sand Filters In 2020 Pool Sand Swimming Pools Sand

Bakery Open Hours Stickertitans Com Custom Business Office Shop Salon Restaurant Open Ho Business Hours Sign Store Hours Sign Custom Business Signs

Machinist Tables For Lathes And Mills From American Machine Tools Company Tool Company Machine Tools Machine Screws

Bambee On Demand Hr For Small Business Business Management Hr Management Management

Hair Accessories The Shave Well Locker Mirror Shatterproof Personal Mirror Unbreakable Small Hanging Mirro Locker Mirror Personal Mirror Locker Accessories

Derby Single Edge Razor Blades 100 Pack Beaubar Supply Beauty Salon Barber And Hair Supplies In Sacramento California Single Edge Razor Razor Blades Hair Supplies

Devcon 31345 Epoxy Wood Concrete Ceramic Glass Clear 1 Oz Waterproof Epoxy Concrete Wood Ceramics
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcris9ytnncyecmtwinacwgjwfhs9c0tjyh83z9boso Usqp Cau
Source : pinterest.com
