Shaving Sheet Metal Process
Sheet Metal Cutting Shearing
U4 P4 Sheet Metal Operation
17 1 Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Forming Is Considered Ppt Video Online Download
Sheet Metal Working Process

Discuss All Sheet Metal Operations With Diagrams
Sheet Metal Forming Processes
They remove less stock but leave a smoother finish 1 x research sourcestep 2 choose a file shape.
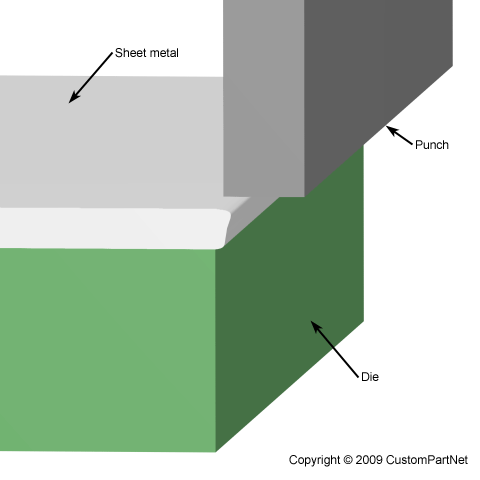
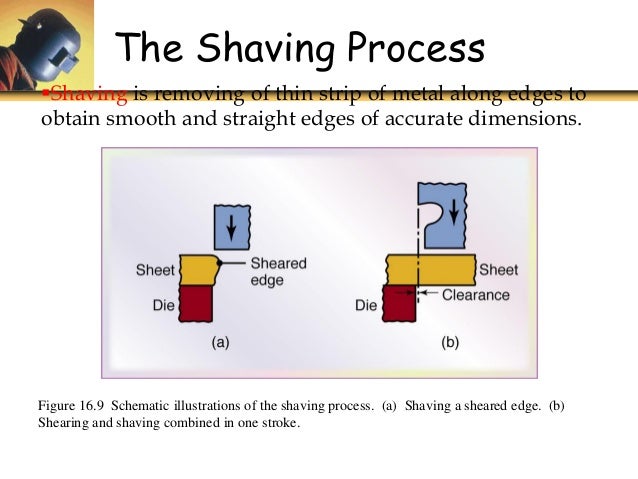
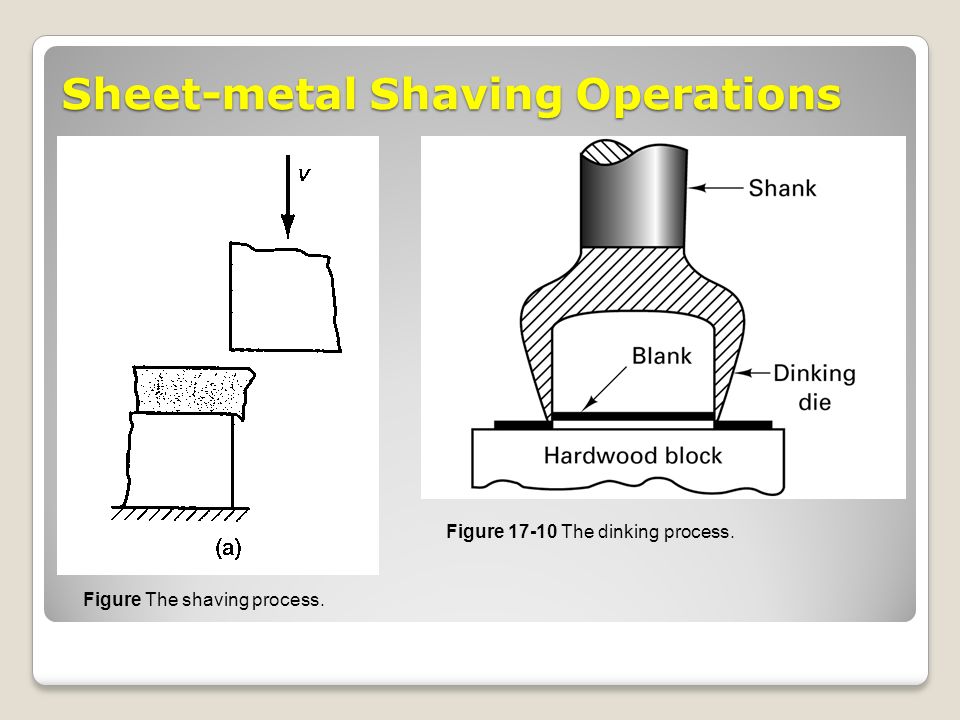
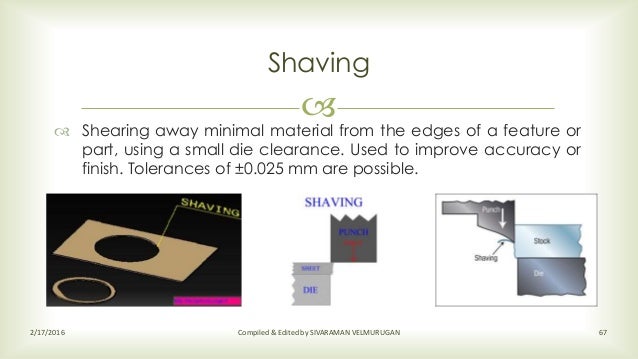
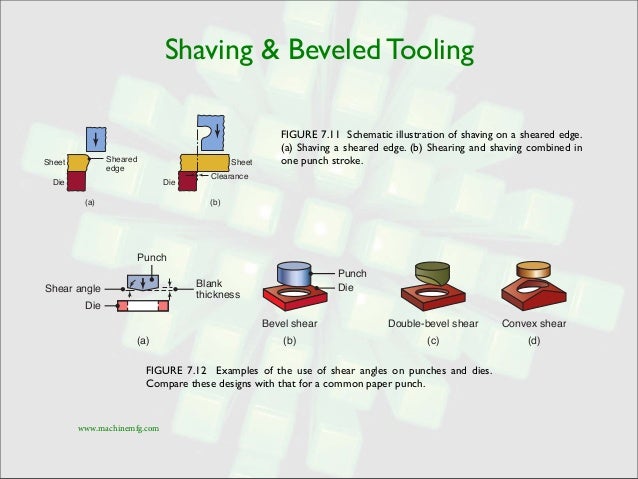
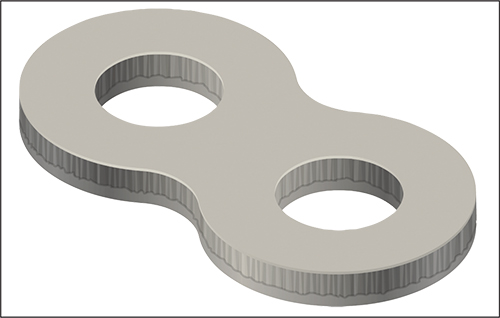
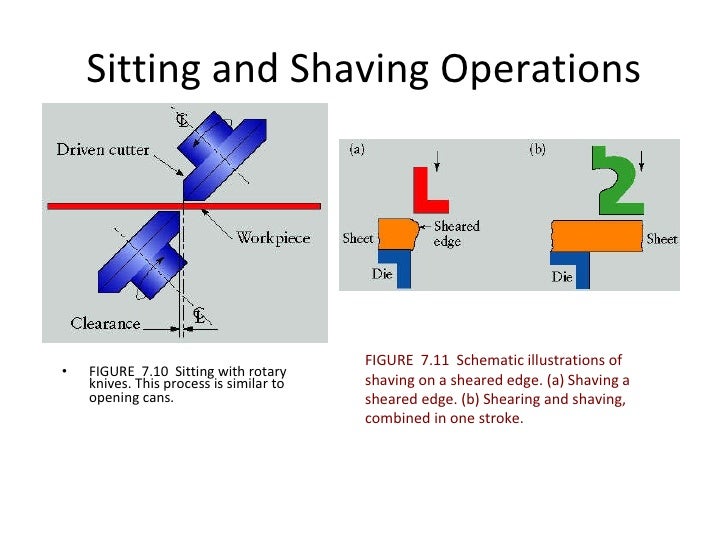
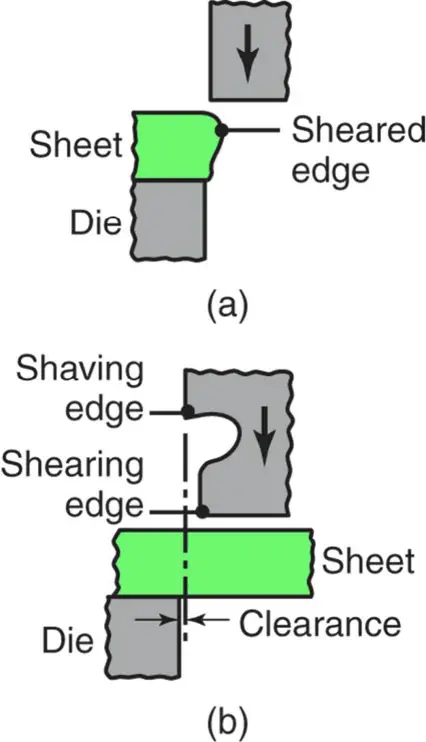
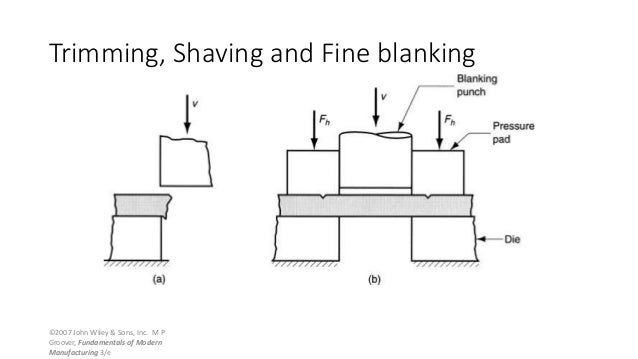
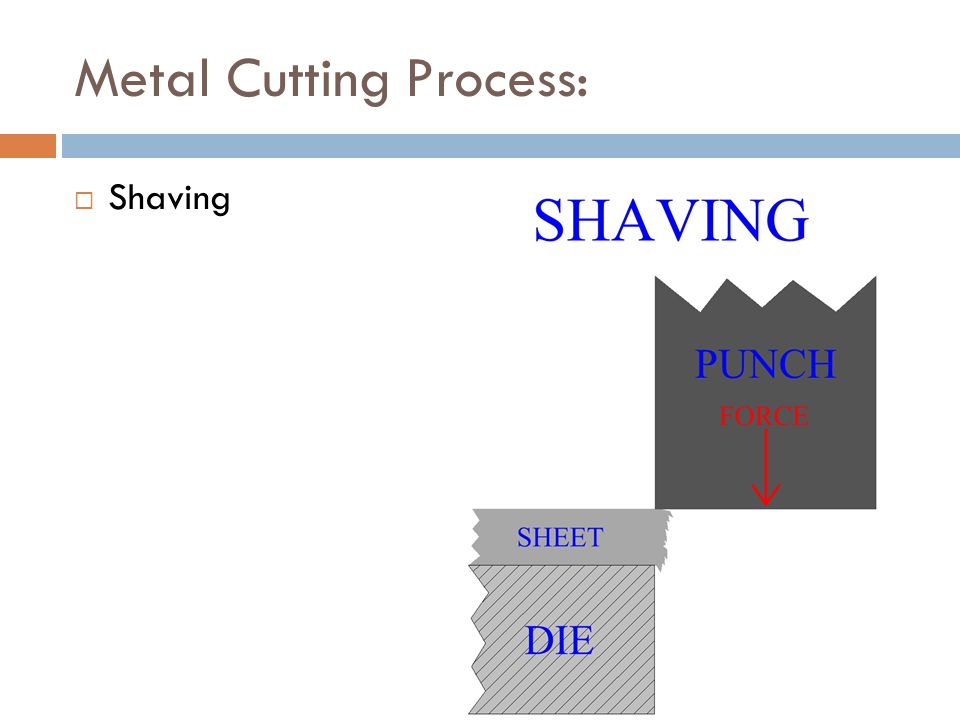
Shaving sheet metal process.
Shaving And Burnishing Guidelines Metalforming Magazine Article
Shearing Metal
Sheet Metal Forming Processes And Equipment Machinemfg
Ppt On Sheet Metal Process
Sheet Metal Cutting

Sheet Metal Process Ppt Video Online Download
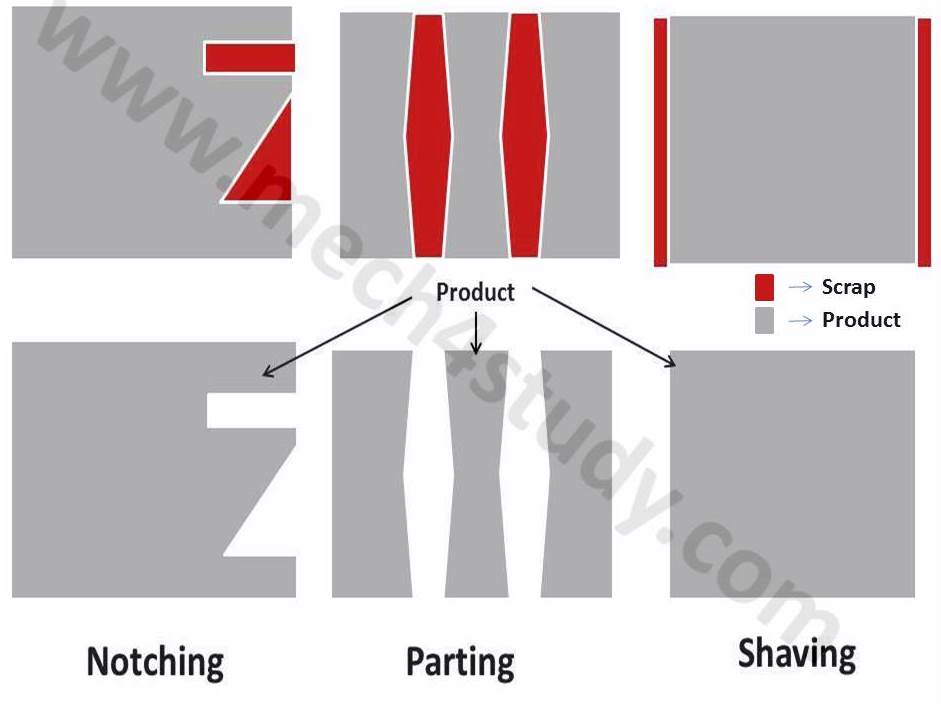
Different Sheet Metal Operations Mech4study

Chapter 7 Sheet Metal Forming Processes Ppt Video Online Download

Design For Stamping Dfs Ppt Video Online Download
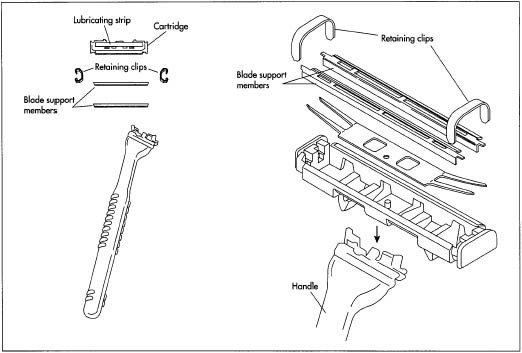
How Safety Razor Is Made Manufacture Making History Used Parts Components Structure Industry History Design
Https Www Wilsontool Com Getattachment 86e3107d 40ed 4dd1 8020 97e0e0800b62 Tooling Times E Newsletter November 2013
Chapter 1 Introduction To Manufacturing Process And Properties Of Metal Vishal Sir Ppt Download

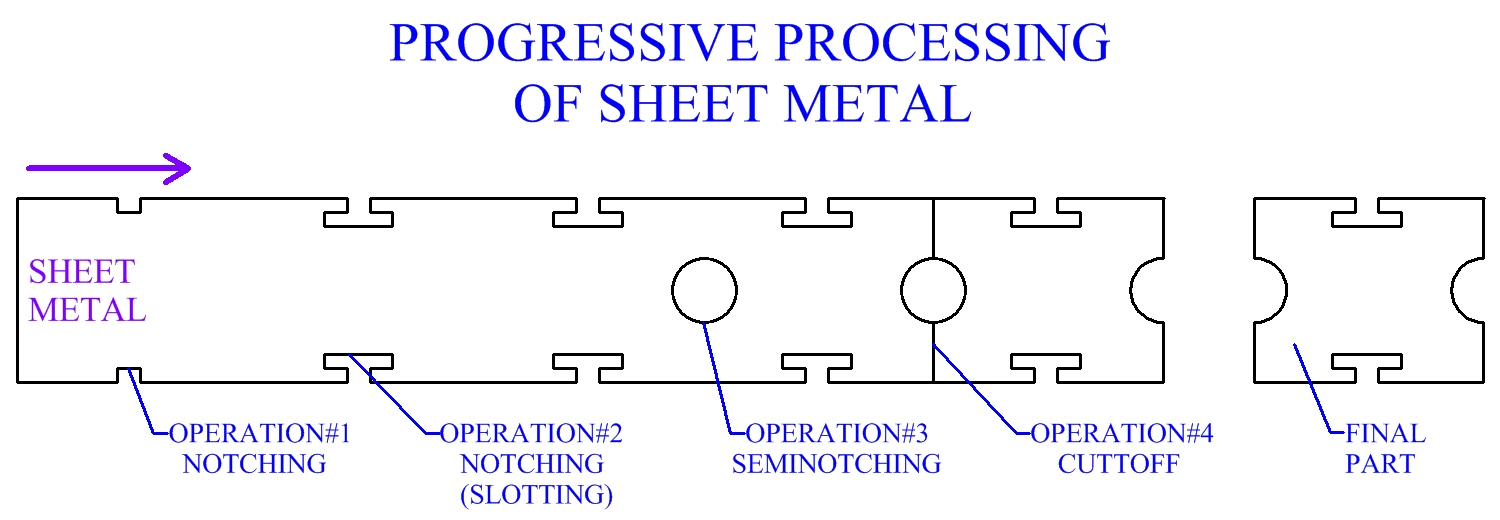
Progressive Die Stamping Keats Manufacturing

Shaving Horse Plan Green Woodworking Woodturning Tools Carving Tools

The Domain Name Result Ly Is For Sale Shaving Bowl Shaving Accessories Pottery

Schematic Illustration Of The Press Shaving Process Download Scientific Diagram

Is There A Best Time To Shave To Maximize Results Shaving This Or That Questions Man Room

Rzr Razor Classic Shaving Old Fashioned Razor Shaving Razor
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqho5vgvpth 4if6r S5gin560bo5alebnqjieq Frfvuadksp Usqp Cau

Ed Wusthof Trident Barber S King 13 16 Straight Razor Straight Razor Shaving Straight Edge Razor

Shaving Bowl Ready To Ship Sheet Metal Dottie Shaving Bowl By Symmetrical Pottery On Etsy 40 00 Shaving Bowl Bowl

Double Edge Safety Razor Shaving Razor For Men Woman Safety Razor Safety Razor Shaving Classic Shaving

Planishing Hammer Round And Square Faces Sheet Metal Fabrication Planishing Hammer Metal Working Tools

No Matter What You Are Shaving The Double Edge Safety Razor Will Leave Your Silky Smooth And Guilt Free Description All Met Safety Razor Razor Plastic Free

Fine Lather Bowl With Statichole Technology Wet Shaving Shaving Bowl Shaving

Muhle R89 Double Edge Classic Safety Razor Rose Gold Handle Safety Razor Rose Gold Handle Wet Shaving

Filarmonica Especial Para Barbas Duras 8 8 Straight Razor Shaving Kit Straight Razor Shaving Mens Grooming Kit

Pin On Zero Waste

Premium 4d Electric Shaver Pretty Little Deal Store In 2020 Shaving Tools Head Shaver Facial Cleaning Brush

Gm 14 Bolt High Clearance Shave Cover Bolt Machining Process Clearance

Birch Tar Soap Is A Gentle Moisturizing Soap For Bathing Shaving And Beard Washing Beard Wash Diy Beard Mechanic Soap Recipe

Handmade Soap Gift Set Six Small Bars Cold By Thekirkestate Handmade Soap Gift Set Soap Gift Set Handmade Soap Gifts

Vintage 1920 S Shaving Mirror On Stand W Brush Soap Cup Holders Double Side Nickel Plated Shaving Mirror Vintage Shaving Standing Mirror

So You Want To Build A Chat Bot Here S How Complete With Code Coding Machine Learning Deep Learning

Related Image Straight Razor Shaving Straight Edge Razor Straight Razor

Panasonic Arc5 Men S 5 Blade Cordless Electric Razor

Double Hole Pencil Sharpener With Shaving Catcher Pencil Shavings Pencil Eraser Pencil Sharpener

Enerpat Bagging Baler For Miscanthus Chips Packing Machine Horse Bedding Shaving Machine

Shaping Sheet Metal With A Ball Peen Hammer And Wood Sheet Metal Metal Hammer

How To Use Shaving Soap Reduce Waste Avoid Synthetics Save Money

Shaving Brush Etsy

Donn Koh Pencil Sharpener

Magic Fragrant Shaving Powder 5 Oz Family Dollar
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctc3mg25z3q Te 1dofxmwux Kq2zt3k9bkh57lg M Usqp Cau
Source : pinterest.com
