Sheet Metal Bend Relief Formula

Bend Allowance Sheetmetal Me

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Http Files Engineering Com Download Aspx Folder B0283dfb F6a8 4c7c 8207 Eb6510b27548 File Sheet Metal Design Considerations Pdf


Following Dfm Guidelines For Working With Sheet Metal Machine Design

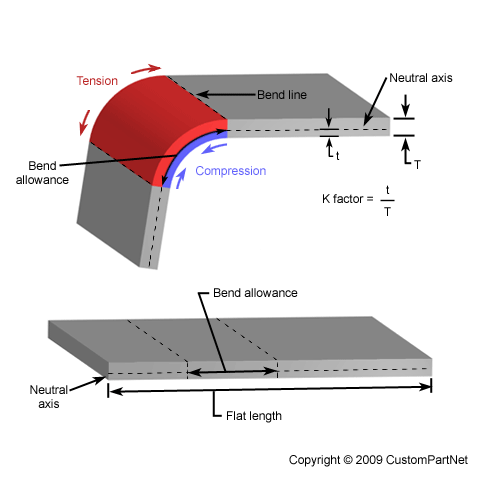
Sheet Metal Understanding K Factor

Cross break light bends added to sheet metal in order to stiffen its surface.
Sheet metal bend relief formula.

K Factor Sheetmetal Me

Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts
Sheet Metal Forming

Sheet Metal Forming Sheet Metal Work Sheet Metal Metal Bending

Bending Metalworking Wikipedia
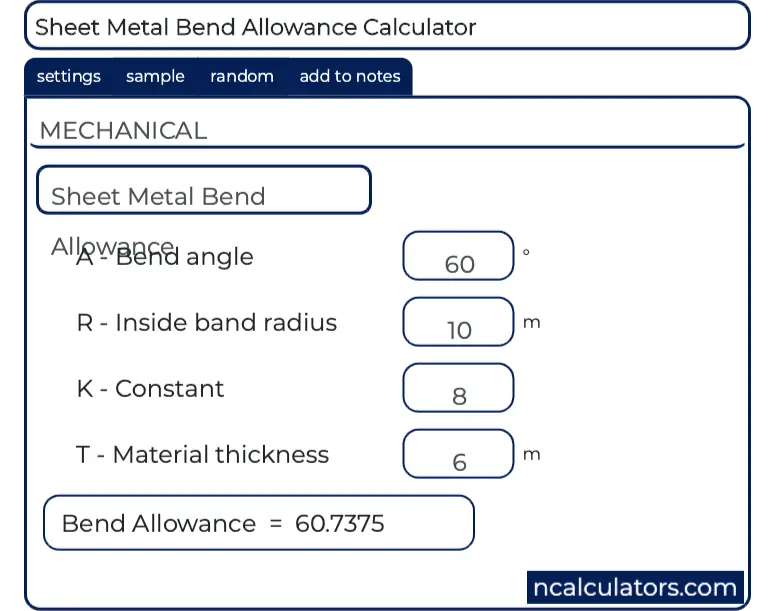
Sheet Metal Bend Allowance Calculator

Constraints On Reinforcing Bar Modeling Bar Model Rebar Construction
Design Guidelines Sheetmetal Me

Sheet Metal Design Guide Calculate Bending Allowance Accurately Metal Design Design Sheet Metal
2013 Solidworks Help Bend Allowance And Bend Deduction

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Harsle Blog Analyzing The K Factor In Sheet Metal Bending Part Ii

This Press Brake Charts Shows How The Ram Position Repeatability Is So Important For Small V Die Openings A Sma Press Brake Tooling Press Brake Metal Working

Diagram Of Lathe Bit Angles Lathe Metal Lathe Tools Lathe Tools

Image Result For Metal Pitcher Layout Caldeiraria Ferramentas Matematica
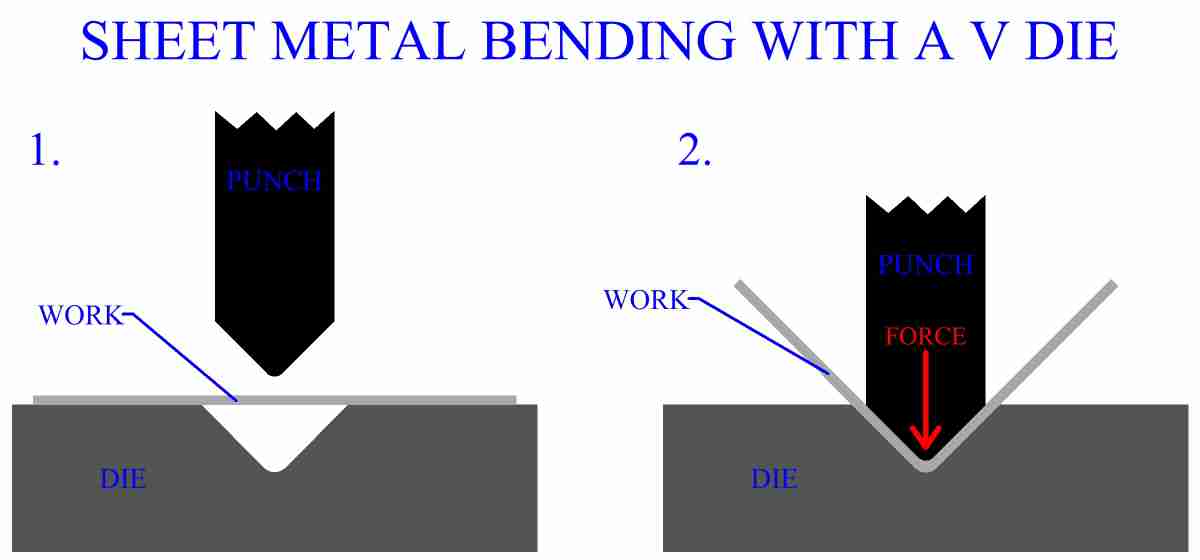
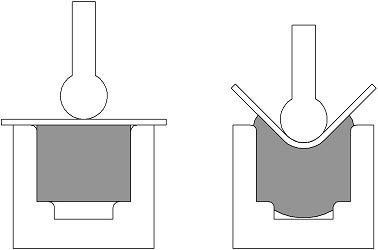
Sheet Metal Bending

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau
Being Inventive Sheet Metal

Press Brake Forming Insights The Return Flange Goes Deep

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design

Turning Information Center Metal Lathe Tools Metal Working Tools Metal Lathe

Stress Strain Curve Graph Physics Important Notes Physics And Mathematics Mechanical Engineering Physics

Hydraulic System Diagram Hydraulic Systems Log Splitter Hydraulic Winch
Large Bend Radius Sheetmetal Me

Pin On Tables Charts For Conversions Et Cetera

Quelques Travaux Pratiques De Ferblanterie Duct Work Interior Desig Projects To Try
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation
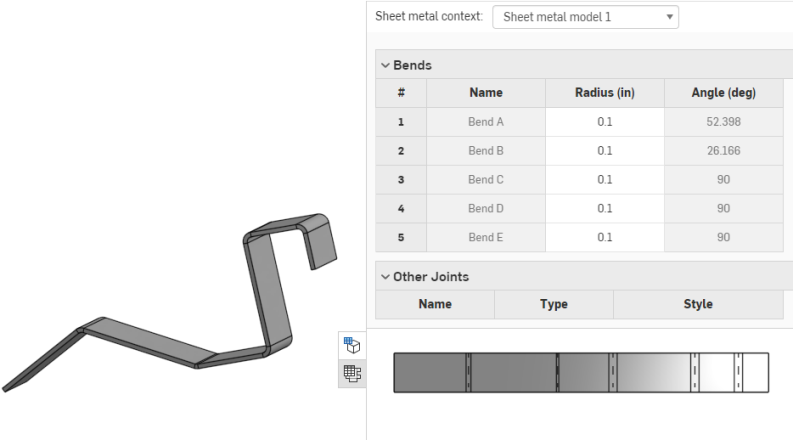
Sheet Metal Model

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work

Advanced Catia Sheetmetal Grabcad Tutorials
Deep Drawing Of Sheet Metal

Springback Sheet Metal Metal Forming Welding Projects

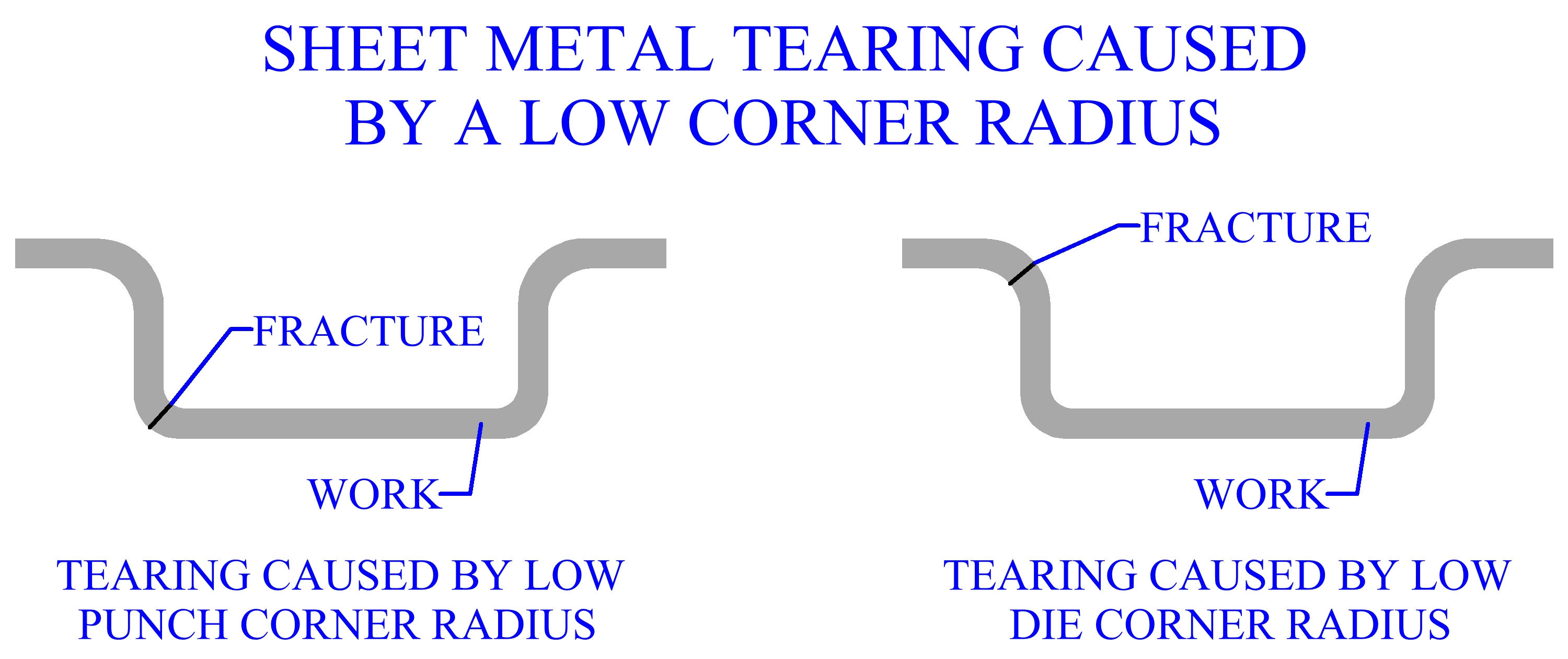
Minimum Versus Recommended Inside Bend Radius

Assembly And Details Machine Drawing Pdf Mechanical Engineering Design Mechanical Design Drawings

Mechanical Engineering Calculators Mechanical Engineering Engineering Materials Engineering

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science
Mechanical Engineering Calculators Mechanical Engineering Manufacturing Engineering Sheet Metal Drawing

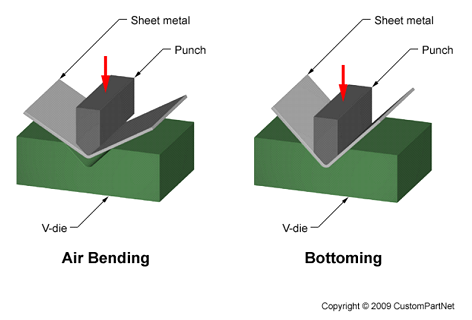
Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

How Sheet Metal Corner Reliefs Are Applied To The Body

5 Solidworks Tutorial Sheet Metal Solidworks Tutorial Solidworks Sheet Metal

Sheet Metal Bending Parameters Calculator Gasparini Industries
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf8ts7z0a1lqs2mytabrirpabojk6x04u9jjflkzl0yuxfnhep Usqp Cau
Source : pinterest.com
