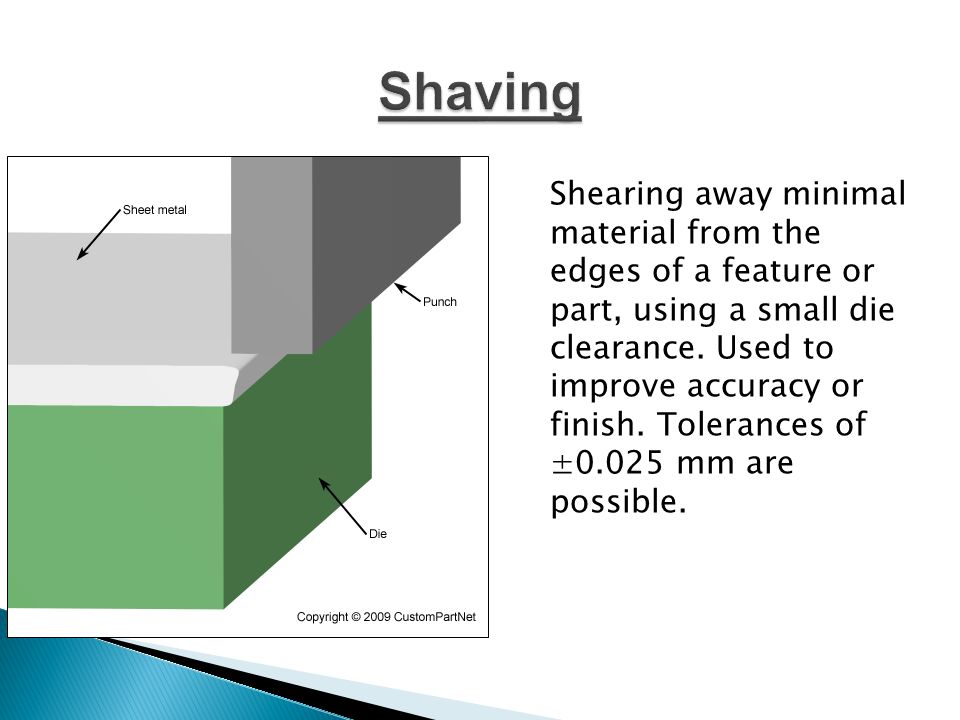
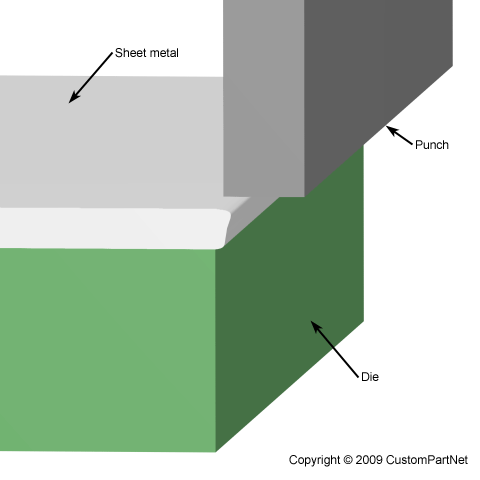
Shaving Process In Sheet Metal
Sheet Metal Process Ppt Video Online Download
U4 P4 Sheet Metal Operation
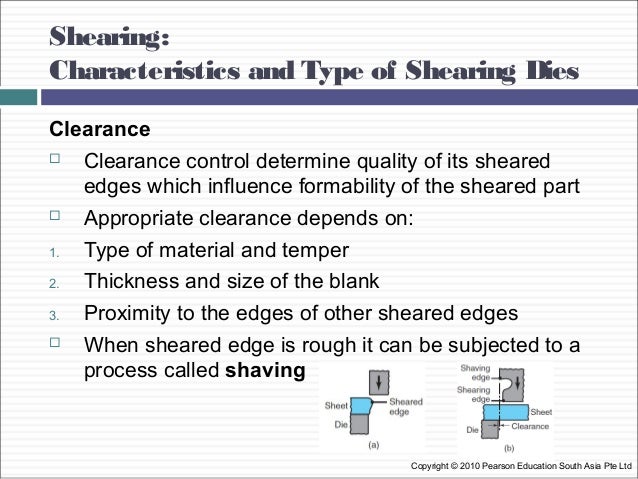
Sheet Metal Cutting Shearing
17 1 Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Forming Is Considered Ppt Video Online Download

Discuss All Sheet Metal Operations With Diagrams
Sheet Metal Forming Processes And Equipment Machinemfg

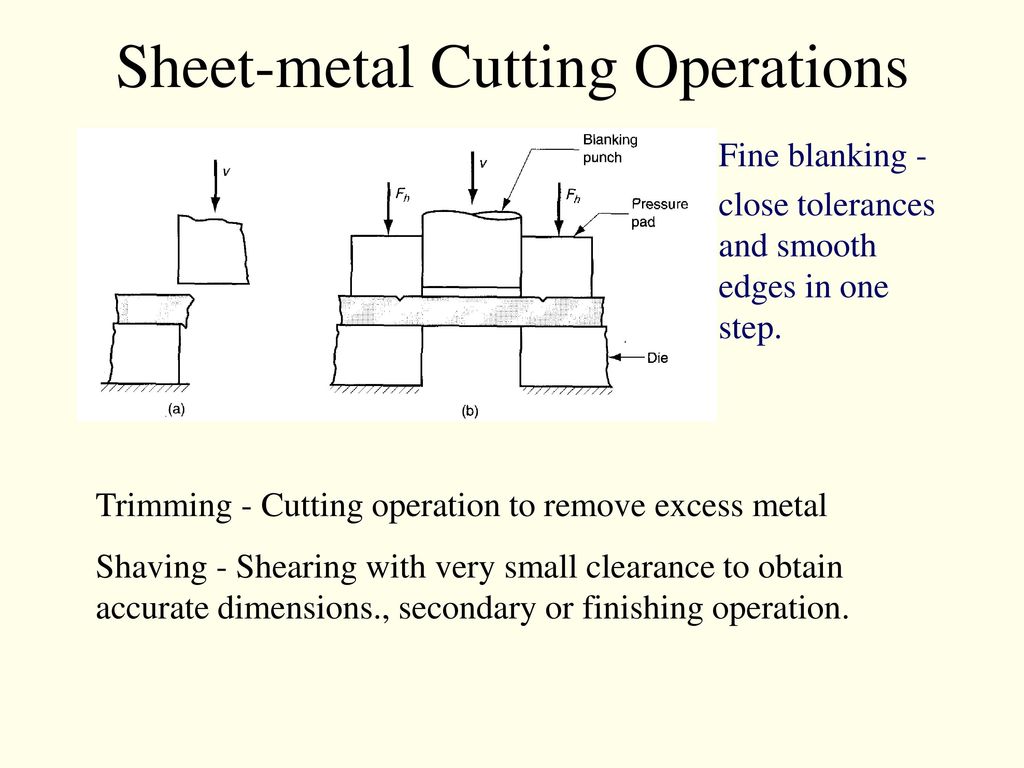
Ppt on sheet metal process 1.
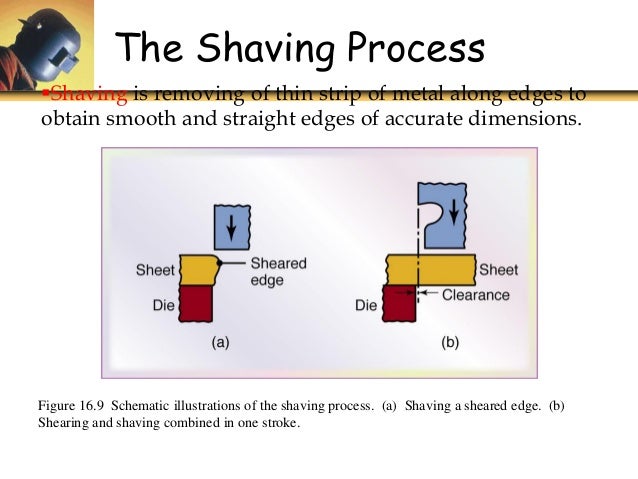
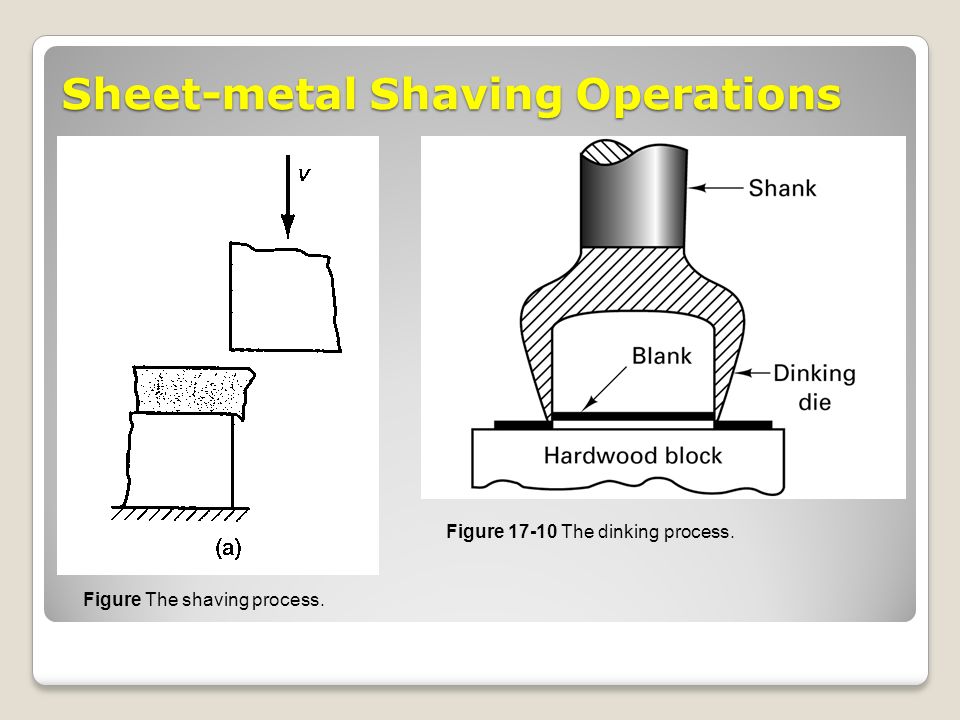
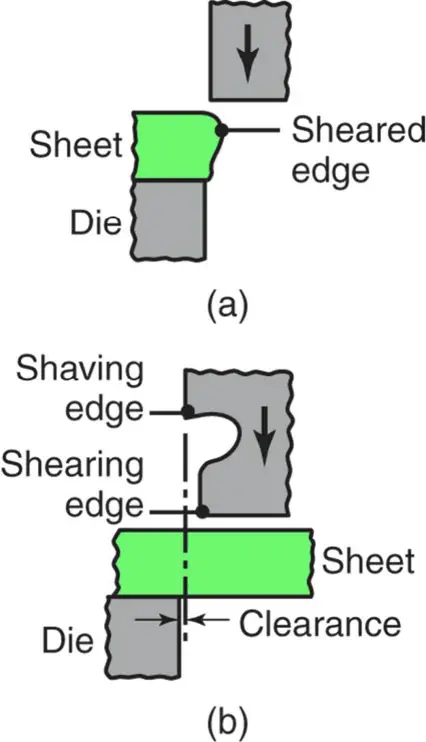
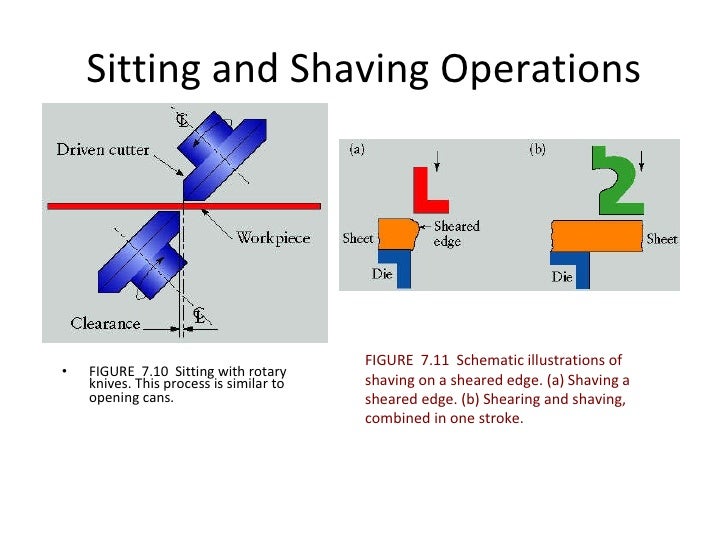
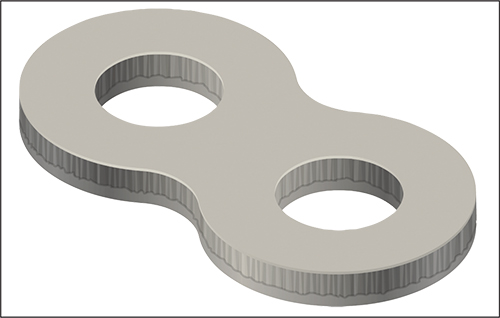
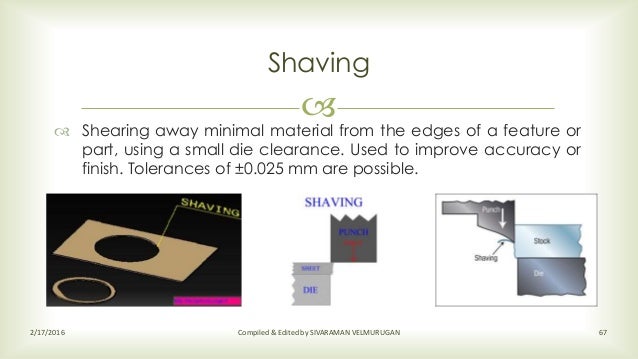
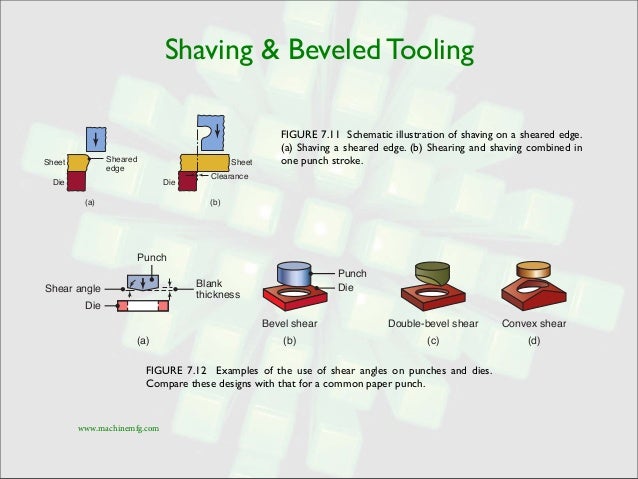
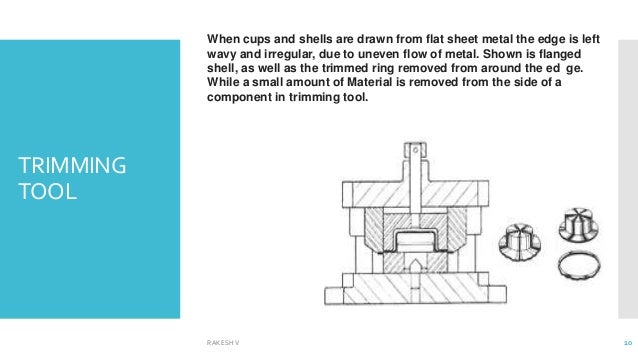
Shaving process in sheet metal.
Shearing Metal
Shaving And Burnishing Guidelines Metalforming Magazine Article
Sheet Metal Working Process
Sheet Metal Forming Processes
Sheet Metal Cutting
Ppt On Sheet Metal Process
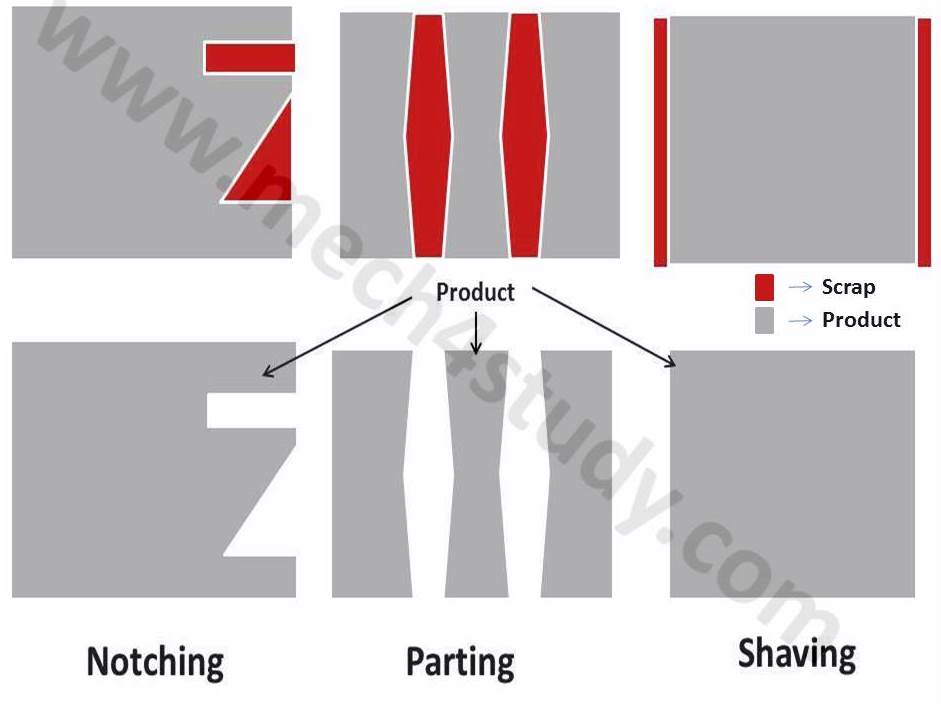
Different Sheet Metal Operations Mech4study

Manufacturing Processes Ppt Download

Manufacturing Processes Ppt Download
Http Uotechnology Edu Iq Dep Production Branch1 Files Dr 20waleed Pdf

Design For Stamping Dfs Ppt Video Online Download

Chapter 7 Sheet Metal Forming Processes Ppt Video Online Download
Sheet Metalworking Ppt Download
Cutting Operations
Https Www Wilsontool Com Getattachment 86e3107d 40ed 4dd1 8020 97e0e0800b62 Tooling Times E Newsletter November 2013

Sheet Metal Forming Process Press Working Of Sheet Metals Ppt Video Online Download
Press Tool Operations
Sheet Metal Processes
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqho5vgvpth 4if6r S5gin560bo5alebnqjieq Frfvuadksp Usqp Cau
Analysis Of Sheet Metal Cutting Ppt Video Online Download

Sheet Metal Operations Ppt Video Online Download

Chapter 3 Forming Process Ppt Download
Sheet Metal Processes
Https Mie Njit Edu Sites Mie Files Lcms Docs Me215 Ch17 Pdf
Sheet Metal Processes
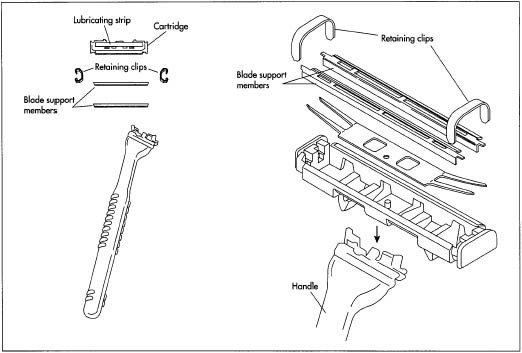
How Safety Razor Is Made Manufacture Making History Used Parts Components Structure Industry History Design
Press Introduction Operation

Pdf Study Of The Punch Die Clearance Influence On The Sheared Edge Quality Of Thick Sheets

Hydraulic And Mechanical Presses Pressing Hydraulic Mechanic

Pdf Sheet Metal Cutting And Piercing Operations Planning And Tools Configuration By An Expert System

Formulas For Designing Press Tools Buckling Materials Science

Progressive Die Stamping Keats Manufacturing

Is There A Best Time To Shave To Maximize Results Shaving This Or That Questions Man Room

No Matter What You Are Shaving The Double Edge Safety Razor Will Leave Your Silky Smooth And Guilt Free Description All Met Safety Razor Razor Plastic Free

Amazon Com Bikini Privates Shaving Stencil Female Privates Secret Hair Intimate Shaping Tool For Women Pubic Shaver Pink Heart Home Kitchen

Rogue Turtle Shaving Horse Used Woodworking Tools Essential Woodworking Tools Woodworking Tools Workshop

Enerpat Wood Shaving Line Complete Wood Shaving Plant For Horse Bedding Horse Bedding Cool Things To Make Shaving

What S The Matter Day 1 Investigation Is Shaving Cream A Solid Liquid Or Gas Ppt Download

Direct To Consumers D2c Company Trends In Retail Cb Insights

Rzr Razor Classic Shaving Old Fashioned Razor Shaving Razor

Richard Serra Verb List Compilation Actions To Relate To Oneself 1967 1968 Richard Serra Verbs List Serra

Makeup Shaving Mirrors Up To 60 Off Through 9 29 Wayfair
Axor Accessories Axor Montreux Shaving Mirror 42090000
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctc3mg25z3q Te 1dofxmwux Kq2zt3k9bkh57lg M Usqp Cau
Source : pinterest.com
